
Лазер кисүкиселергә тиешле материалга лазер нурын нурландыру, материал җылытыла, эретелә һәм парлана, һәм эретү югары басымлы газ белән тишек барлыкка китерә, аннары нур материал өстендә хәрәкәт итә, һәм тишек өзлексез ярык ясый.
Гомуми җылылык кисү технологиясе өчен, тәлинкә читеннән башлап була торган берничә очрактан кала, аларның күбесенә тәлинкәгә кечкенә тишек тибәргә, аннары кечкенә тишектән кисә башларга кирәк.

Төп принциплазер тешләү: металл тәлинкә өслегендә билгеле бер энергия лазер нуры нурланганда, аның бер өлеше чагылыш тапканнан тыш, металл үзләштергән энергия металлны эретә һәм эретелгән металл бассейны барлыкка китерә.Эретелгән металлның металл өслегенә карата үзләштерү тизлеге арта, ягъни металлның эрүен тизләтү өчен күбрәк энергия үзләштерелергә мөмкин.Бу вакытта энергия һәм һава басымын дөрес контрольдә тоту эретелгән бассейндагы эретелгән металлны чыгарырга һәм эретелгән бассейнны металл үтеп кергәнче өзлексез тирәнәйтергә мөмкин.
Практик кулланмаларда Пирс гадәттә ике юлга бүленә: импульс тешләү һәм шартлау.
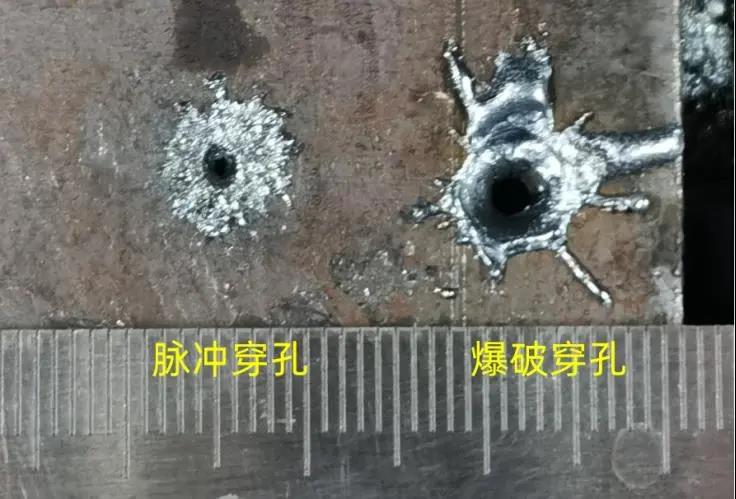
1. Импульс тишү принцибы - киселгән тәлинкәне нурландыру өчен, иң югары көче һәм аз дежур циклы булган импульслы лазерны куллану, аз күләмле материал эреп яки парланып, тишек аша тишек аша чыгарыла. өзлексез кыйнау һәм ярдәмче газның берләштерелгән хәрәкәте астында, һәм өзлексез.Таблицага үтеп кергәнче әкренләп эшләгез.
Лазер нурланыш вакыты арадаш, һәм ул кулланган уртача энергия чагыштырмача түбән, шуңа күрә эшкәртеләчәк бөтен материал үзләштергән җылылык чагыштырмача кечкенә.Перфорация тирәсендә калдык җылылыгы аз, тишек урында аз калдык кала.Бу рәвешчә тишелгән тишекләр дә чагыштырмача регуляр һәм кечкенә, һәм баштагы кисүгә бернинди тәэсир итмиләр.
Пост вакыты: Ян-08-2022